



联系我们

CO行业
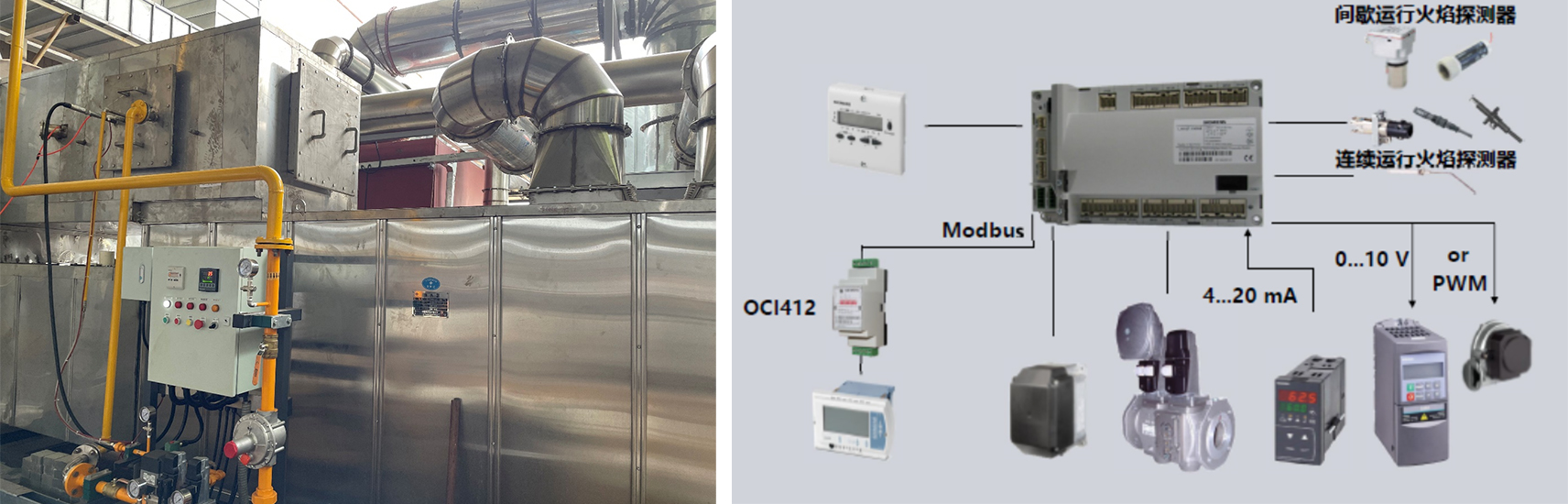
工业燃烧系统可控制CO炉膛内温度在一定范围,保证催化剂和废气的充分反应,分解废气,减少有害气体排放,达到环保要求。我司废气处理项目经验丰富,燃控更安全稳定、能耗更低、更节能环保。
废气治理工艺基本上是吸附,吸收、热分解(焚烧)3种工艺及其组合工艺。而热分解(焚烧)作为处理废气较有效,较干净的处理工艺,广泛得到市场的认可及使用。热分解工艺一般分为直燃TO、蓄热式燃烧RTO、催化燃烧CO、蓄热催化燃烧RCO,应用行业包括化工、医药、涂装、汽车、电子、印刷、材料、船舶等生产线的废气处理。
CO炉本身没有蓄热体,通过换热器预处理工业废气。经过预热的废气进入CO,在炉膛内进一步升温至催化剂的起燃温度,工业燃烧器在此过程中,将炉膛内温度控制在250-350℃,不同种催化剂的起燃温度不同。VOCs在催化剂的作用下开始氧化,生成水和二氧化碳等。
燃烧器系统按燃料的不同,可分为燃气系统,燃油系统,油气两用系统等,也可定制非标燃烧器系统以满足各种燃烧应用。
产品优势:
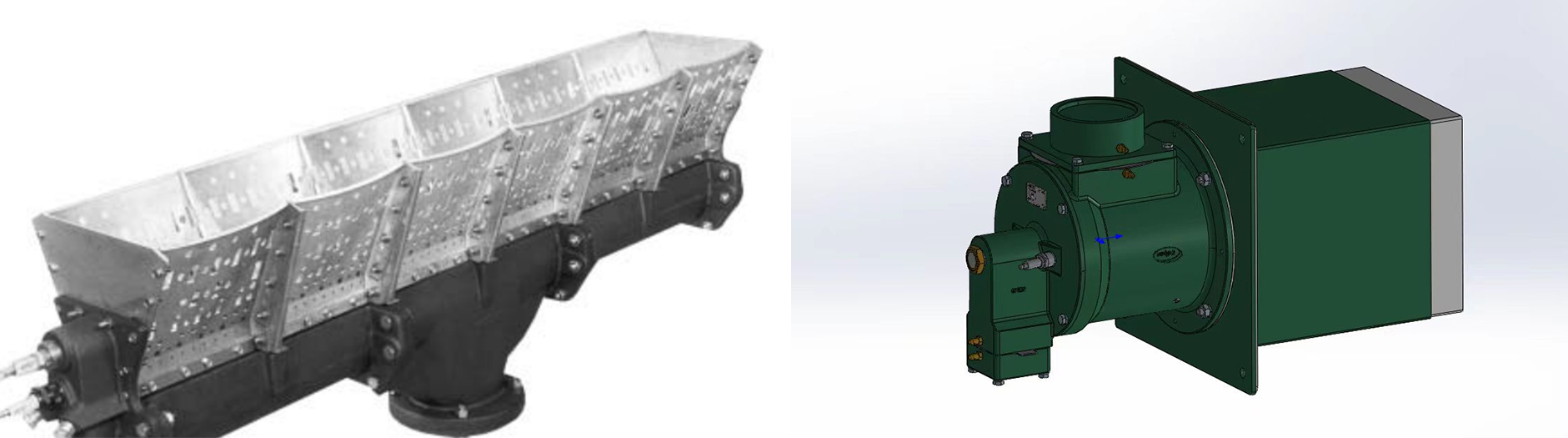
1、采用超高性能的中高速燃烧器,可应用在天燃气、沼气、氢气、非标气体、液体及油气两用燃料上,几乎满足所有燃料要求;
2、采用西门子电子比调系统,符合全球认证,安全性大幅提高;
3、可精确控制空/燃比例对燃烧指标进行调整,节能-精确控制燃料;
4、适用功率范围广,可满足不同功率的燃烧要求;
5、极高的点火成功率,无需点火枪和引燃装置;
6、极强的火焰刚性使高温气流准确分布,极高的燃烧效率,火焰最高工况流量150m/s;
7、可使用预热空气进行助燃;
8、低CO、NOx排放;
9、使用方便,操作简单,维护省心。
相关技术手册,可致电索取17521381932。
具体案例 可点此查看。

